
FDM ou SLA en 2019 :
Comparer les deux types d'imprimantes 3D les plus populaires
Source : Blog Formlabs
L'impression par dépôt de fil fondu (FDM) et la stéréolithographie (SLA) sont les deux techniques d'impression 3D les plus populaires sur le marché. Les deux techniques ont été adaptées et peaufinées pour le bureau, les rendant plus abordables, plus faciles à utiliser, et plus puissantes. Dans ce guide d'achat complet, nous regardons les imprimantes 3D FDM et SLA de plus près, et observons leurs différences en termes de qualité d'impression, de matériaux, d'applications, de processus de travail, de vitesse, de coûts, et plus encore, pour vous aider à décider laquelle est la plus adaptée aux besoins de votre entreprise.
Qu'est-ce que l'impression 3D par dépôt de fil fondu (FDM) ?
Le procédé FDM, ou modélisation par dépôt de fil fondu, est le procédé d'impression 3D le plus utilisé au niveau des consommateurs. FDM fonctionne en extrudant des thermoplastiques, comme ABS ou PLA par une buse chauffée, ce qui fait fondre le plastique et l'applique couche par couche sur une plateforme de fabrication. Chaque couche est appliquée une à la fois jusqu'à ce que la pièce soit terminée.
Ce type d'imprimante 3D convient bien à la fabrication de modèles de démonstration de faisabilité, des prototypes rapides et peu coûteux de pièces simples, telles que celles qui doivent normalement être usinées.
Découvrez en vidéo comment fonctionne l'impression 3D par FDM. (Source : PADT)
Découvrez l'impression 3D SLA. (Source : PADT)
Qu'est-ce que l'impression 3D par stéréolithographie (SLA) ?
La stéréolithographie est l'un des premiers procédés d'impression 3D, inventé au début des années 1980, et reste l'un des plus utilisés par les professionnels. La SLA emploie un laser pour transformer de la résine liquide en plastique durci par le processus dit de photo-polymérisation.
L'impression 3D par stéréolithographie (SLA) doit sa grande popularité à sa capacité à produire des pièces et prototypes isotropes et étanches de haute précision à partir d'une grande variété de matériaux avancés, avec des détails fins et une finition de surface lisse. Les formules de résines SLA, présentent une vaste gamme de propriétés optiques, mécaniques et thermiques qui correspondent aux thermoplastiques standards utilisés en ingénierie et dans l'industrie.
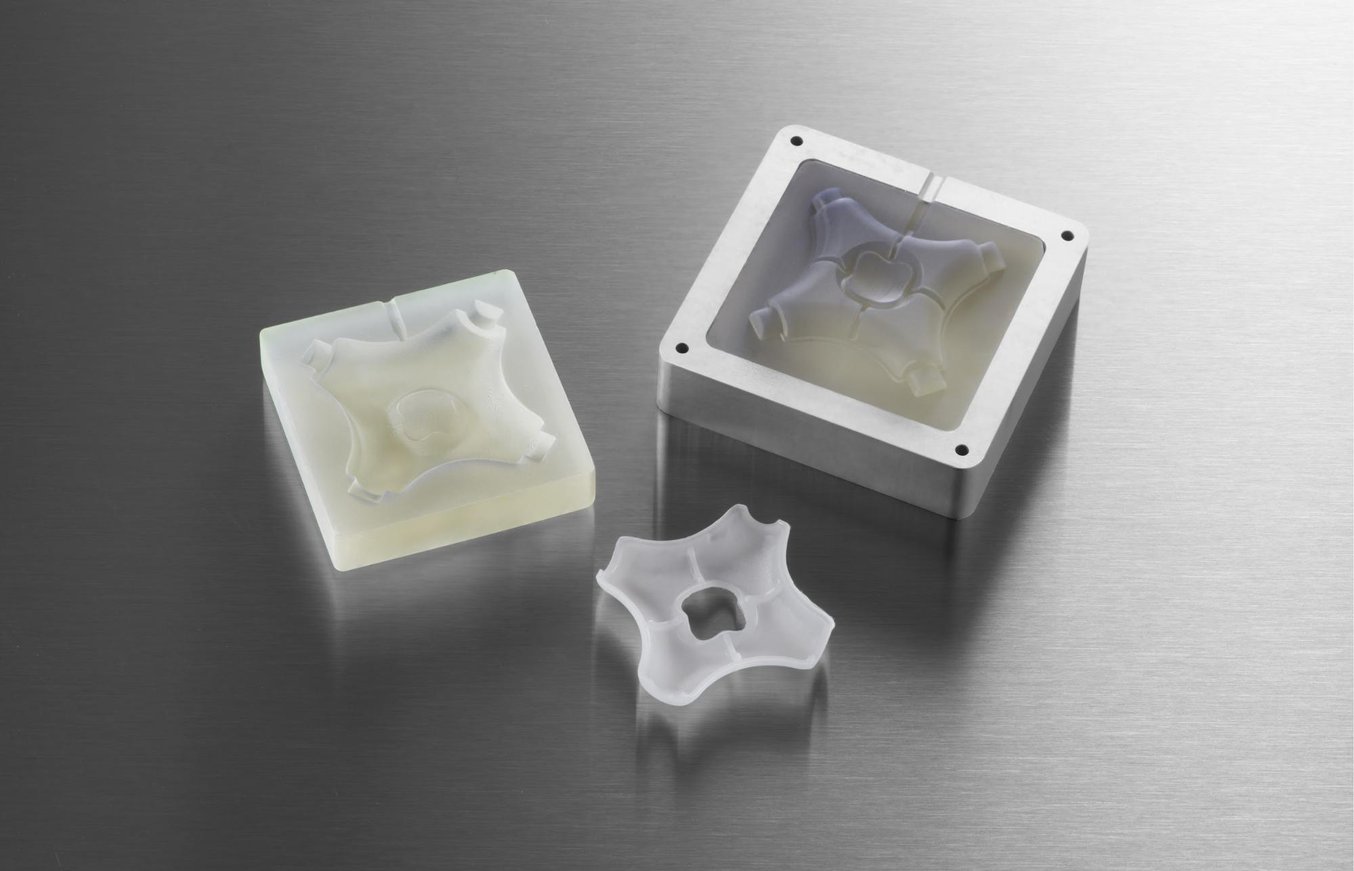
La SLA est une très bonne option d'impression pour réaliser des prototypes avec un haut niveau de détail, des tolérances serrées et une surface lisse, tels que des moules, des modèles et des pièces fonctionnelles. L'ingénierie et la conception de produits de divers secteurs industriels utilisent le procédé SLA, parmi lesquels le secteur dentaire, celui de la fabrication, la joaillerie, le modélisme et l'enseignement.
Comparer les procédés d'impression 3D FDM et SLA
Qualité d'impression et précision
Quand une pièce est imprimée en 3D couche par couche, chaque couche ouvre la porte à des imprécisions. Le processus de formation des couches a une incidence sur la qualité de la surface, le niveau de précision, et l'exactitude de chaque couche, et donc la qualité globale de la pièce.
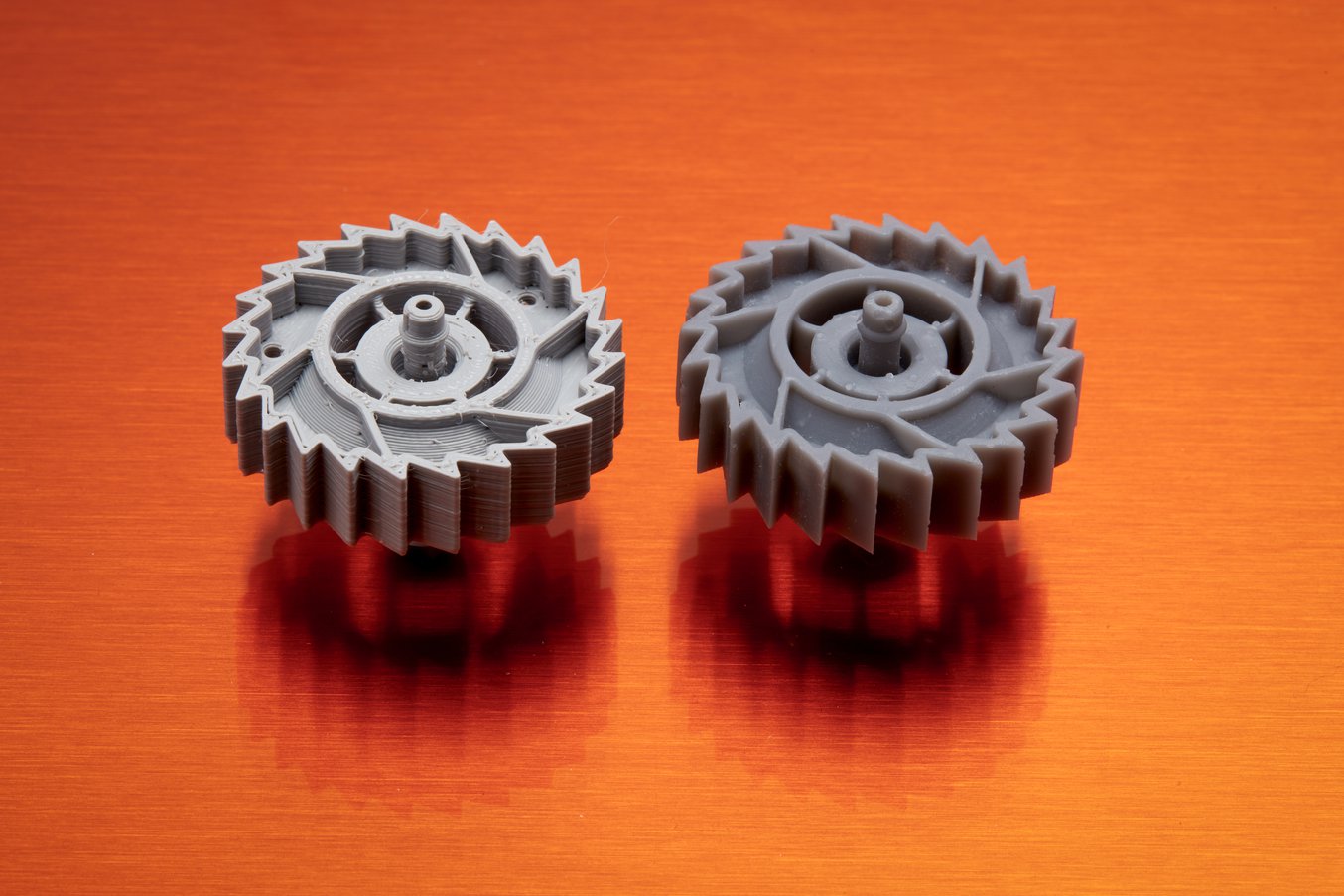
Les imprimantes 3D FDM forment des couches en déposant des lignes de plastique fondu. Avec ce processus, la résolution de la pièces est définie par la taille de la buse d'extrusion et il y a des espaces entre les lignes arrondies déposées par la buse. Il en résulte des couches qui peuvent ne pas adhérer parfaitement les unes aux autres, des couches clairement visibles en surface, et le processus n'est pas capable de reproduire les détails complexes que d'autres technologies peuvent offrir.
Avec l'impression 3D SLA, la résine liquide est polymérisée avec un laser haute-précision pour former chaque couche. Ceci permet d'obtenir un bien meilleur niveau de détails et est plus fiable pour obtenir des résultats de qualité à chaque impression. L'impression 3D SLA est donc connue pour ses détails fins, sa finition de surface lisse, sa précision incroyable et l'exactitude des pièces imprimées.

Pour les machines SLA, l'utilisation de lumière plutôt que de chaleur pour l'impression est une autre façon de garantir la fiabilité. En imprimant les pièces à une température proche de la température ambiante, les pièces imprimées ne souffrent pas de déformations dues à la contraction et la dilatation thermiques qui peuvent survenir pendant le processus d'impression par FDM.
Alors que les imprimantes FDM créent un lien mécanique entre les couches, les imprimantes 3D SLA créent un lien chimique en croisant les polymères d'une couche à l'autre, ce qui donne des pièces plus denses, et étanches à l'eau et à la poussière. Ces liens offrent une grande résistance latérale, ce qui donne des pièces isotropes, c'est à dire que la résistance de la pièce reste la même, quelle que soit leur orientation. C'est pourquoi l'impression 3D par SLA est idéale pour les applications ingénierie et de production industrielle, là où les propriétés des matériaux ont de l'importance.
Matériaux et Applications
Les imprimantes 3D FDM fonctionnent avec toute une gamme de thermoplastiques standards, comme l'ABS, le PLA et leurs variantes. La popularité du procédé FDM auprès des amateurs passionnés a fait qu'une multitude de couleurs sont aujourd'hui disponibles. Divers mélanges expérimentaux de filaments existent également pour créer des pièces avec l'apparence du bois ou du métal.
Les matériaux d'ingénierie, tels que le nylon, le PETP, le PA ou le TPU, ainsi que les thermoplastiques haute-performance comme le PEEK ou le PEI, sont également disponibles, mais leur usage est souvent limités à certaines imprimantes FDM professionnelles qui les prennent en charge.
Les résines SLA ont l'avantage d'avoir de nombreuses formules différentes : les matériaux peuvent être mous ou durs, fortement chargés en matériaux secondaires comme du verre ou de la céramique, présenter des propriétés mécaniques comme une température de fléchissement sous charge élevée ou une résistance aux chocs. Les diverses formules de résines SLA, présentent une vaste gamme de propriétés optiques, mécaniques et thermiques qui correspondre aux thermoplastiques standards utilisés en ingénierie et dans l'industrie.


Dans certains cas, c'est l'association de cette polyvalence et de cette fonctionnalité qui amène les entreprises à utiliser la technologie SLA en interne. Après avoir découvert qu'un matériau fonctionnel spécifique pouvait représenter la solution pour une application, il ne faut généralement pas longtemps pour que d'autres possibilités soient révélées et que l'imprimante devienne un outil permettant d'exploiter les différentes capacités de nombreux matériaux. Certains matériaux ont des propriétés qui sont exclusives à l'impression par SLA, y compris :

Clear Resin
La stéréolithographie est la seule technique d'impression 3D qui permet de produire des pièces transparentes avec une imprimante de bureau. Idéal pour avoir de la visibilité dans des assemblages complexes, les dispositifs (micro)fluidiques, la fabrication de moules, l'optique, l'éclairage, et toute autre pièce nécessitant d'être translucide.




Dans certains cas, c'est l'association de cette polyvalence et de cette fonctionnalité qui amène les entreprises à utiliser la technologie SLA en interne. Après avoir découvert qu'un matériau fonctionnel spécifique pouvait représenter la solution pour une application, il ne faut généralement pas longtemps pour que d'autres possibilités soient révélées et que l'imprimante devienne un outil permettant d'exploiter les différentes capacités de nombreux matériaux. Certains matériaux ont des propriétés qui sont exclusives à l'impression par SLA, y compris :
Clear Resin
La stéréolithographie est la seule technique d'impression 3D qui permet de produire des pièces transparentes avec une imprimante de bureau. Idéal pour avoir de la visibilité dans des assemblages complexes, les dispositifs (micro)fluidiques, la fabrication de moules, l'optique, l'éclairage, et toute autre pièce nécessitant d'être translucide.
Processus de travail et facilité d'utilisation
Le processus de travail pour l'impression 3D par FDM et par SLA tient en trois étapes : la conception, l'impression 3D, et le post-traitement.
Pour commencer, utilisez n'importe quel logiciel de CAO ou n'importe quelles données de scan 3D pour concevoir le modèle puis exportez-le dans un format de fichier imprimable en 3D (STL ou OBJ). Les imprimantes 3D nécessitent un logiciel pour régler les paramètres de l'impression et diviser le modèle numérique en plusieurs couches pour l'impression.
Les imprimantes 3D FDM ou SLA bon marché nécessitent souvent de nombreuses heures de tâtonnement et d’expérimentation pour définir les paramètres d’impression appropriés. Malgré cela, les résultats peuvent varier avec chaque nouveau modèle ou matériau et les échecs d'impression restent nombreux. Non seulement cela retarde les projets, mais cela peut aussi causer des échecs spectaculaires qui demandent un long processus de nettoyage.
Les imprimantes professionnelles 3D SLA, comme la Form 3, et certaines autres imprimantes professionnelles FDM sont fournies avec leur logiciel propriétaire et des paramètres prédéfinis pour chaque matériau qui ont été minutieusement testés pour garantir le meilleur taux de réussite des impressions.
Une fois le processus d'impression commencé, la plupart des imprimantes 3D peuvent fonctionner sans surveillance, même pendant la nuit, jusqu'à ce que l'impression soit terminée. Les imprimantes 3D SLA de pointe, comme la Form 3, offrent un système de cartouches qui recharge le matériau automatiquement.
La dernière étape du processus de travail est le post-traitement. Les pièces imprimées par SLA doivent être rincées dans de l'alcool isopropylique ou un autre solvant pour enlever la résine non polymérisée de leur surface. En suivant le processus de travail standard, il faut d'abord enlever les pièces de la plateforme de fabrication, puis les faire tremper manuellement dans un bain de solvant pour retirer les excès de résine.

Des solutions professionnelles comme Form Wash automatisent ce processus. Les pièces peuvent être transférées directement de l'imprimante à Form Wash, qui agite le solvant autour des pièces pour les nettoyer, puis soulève automatiquement les pièces en dehors du bain d'alcool quand le processus est fini.
Après le rinçage et le séchage des pièces, certains matériaux SLA nécessitent une post-polymérisation, un processus permettant aux pièces d'atteindre une résistance et une stabilité maximales.
Le processus FDM présente l'avantage de ne pas avoir besoin de nettoyage ; les pièces terminées sans structures de soutien sont prêtes à être utilisées ou à recevoir d'autres traitement après impression.
Les procédés FDM et SLA utilisent des structures de support pour faciliter l'impression 3D de modèles complexes et leur retrait est la dernière étape du post-traitement.
Les structures de support sur les pièces imprimées par FDM doivent être retirées manuellement ou dissoutes dans l'eau, selon le matériau dont elles sont composées.
Pour retirer les structures de soutien des pièces imprimées par stéréolithographie, il faut les couper, puis poncer légèrement le point d'attache sur la pièce pour éliminer les marques. La technologie Low Force Stereolithography (LFS)™ de Formlabs permet d'avoir des structures de support qui effleurent la pièce. Celle-ci peut donc être arrachée des structures en un instant, les marques sont minimales et les temps de post-traitement est donc réduit.
Quand un post-traitement est nécessaire, les pièces SLA et FDM peuvent être facilement usinées, préparées, peintes, et assemblées pour des finitions et des applications spécifiques. En revanche, les pièces FDM demandent plus de ponçage avant d'être préparées ou peinte, et ont besoin de plus de remplissage pour être usinées ou percées.
Coûts et retour sur investissement
L’un des principaux arguments de vente des imprimantes FDM est le faible coût des machines. Avec des imprimantes d’entrée de gamme disponibles pour seulement quelques centaines de dollars, les amateurs passionnés et les petites entreprises peuvent essayer FDM pour voir si l’impression 3D mérite d’être ajoutée à leurs gamme d'outils. Pour ceux qui ne savent pas trop par où commencer, le faible coût d’une machine FDM d’entrée de gamme est souvent un argument suffisant pour justifier un achat. Cependant, ces solutions FDM à bas prix peuvent manquer de fiabilité et nécessitent souvent les soins d'un expert pour continuer de fonctionner sur le long terme.
Les imprimantes FDM professionnelles de bureau sont plus faciles à utiliser et plus adaptées aux entreprises, avec des prix allant de CHF 2000 à CHF 8000. Ces imprimantes 3D offrent généralement une meilleure fiabilité, une qualité d’impression supérieure et des volumes d'impression plus importants. Bien que ces machines conviennent à la production de pièces fonctionnelles, la concurrence à ce niveau de prix est féroce, car les machines SLA offrent une gamme d'applications plus étendue et des impressions de meilleure qualité.
Les imprimantes 3D SLA commencent autour de CHF 3000. Formlabs propose la seule imprimante 3D SLA de grande taille à un prix juste au-dessous de CHF 10 000.
Pour ce qui est des matériaux, les filaments FDM sont également relativement bon marché par rapport au matériaux utilisés dans les autres techniques d'impression 3D. Le prix de l'ABS standard, du PLA, et de leurs différents mélanges commencent généralement autour de CHF 50/kg, alors que les filaments spécialisés pour les applications d'ingénierie peuvent coûter entre CHF 100 et CHF 150 le kilo. Les matériaux solubles pour structures de support pour les imprimantes 3D FDM compatibles coûtent entre CHF 100 et CHF 200 le kilo. A titre de comparaison, la plupart des résines standards et techniques pour les imprimantes 3D SLA coûtent entre CHF 149 et CHF 200 le litre.
Les charges salariales sont le dernier, et souvent oublié, élément de l'équation. Pour les motifs simples qui n'ont pas besoin de structures de support pendant l'impression, les pièces imprimées par FDM ne nécessitent presque pas de post-traitement. Cependant, les pièces FDM qui nécessitent des supports pendant l'impression, ou dont l'aspect fini doit être irréprochable demandent de longues heures de post-traitement manuel.
Les pièces SLA nécessitent un lavage et, en fonction du matériau, également une post-polymérisation, mais ces deux processus peuvent être largement automatisés avec des accessoires afin de minimiser le temps de travail. Les pièces imprimées par SLA avec des structures de support ont seulement besoin d'un léger ponçage pour éliminer les marques des supports et obtenir un rendu de grande qualité.
Vitesse d'impression
Les machines FDM peuvent imprimer avec des couches plus épaisses et utilisent généralement un remplissage moins important, ce qui permet d'obtenir des impressions 3D rapidement. Les pièces simples imprimées par FDM nécessitent peu d'étapes de post-traitement. Selon le projet, ceci signifie que dans certains cas les pièces peuvent être prêtes à être utilisées tout de suite après l'impression. Ceci est idéal pour des applications telles que le prototypage rapide, les utilisateurs pouvant ainsi évaluer rapidement le succès de leur travail et passer à un autre projet ou une autre impression.
Mais avec l'introduction de matériaux d'impression SLA plus rapides tels que Draft Resin, qui imprime jusqu'à 40 % plus rapidement que les imprimantes 3D FDM, ces dernières commencent à perdre leur longueur d'avance en matière de vitesse. Avec une épaisseur de couche de 300 microns, Draft Resin donne une précision suffisante pour le prototypage et la fabrication rapide de versions successives d'un concept. L'impression en résine classique de modèles qui occupent la totalité du volume d'impression d'une imprimante SLA peut prendre jusqu'à 20 heures, et toute la nuit. L'impression de la même pièce en Draft Resin à 300 microns d'épaisseur de couche prend moins de six heures.
Les vitesse d'impression des imprimantes FDM et SLA sont similaires si l'épaisseur de couche est la même. Cependant, une pièce imprimée avec une épaisseur de couche de 100 microns sur une imprimante FDM est très différente d'une pièce imprimée avec la même épaisseur de couche sur une imprimante SLA, en raison de la façon dont les couches sont construites. Pour obtenir une qualité comparable avec des pièces FDM, il faudra une hauteur de couche inférieure (et donc un temps d'impression deux à quatre fois plus long) ou un traitement après impression important et fastidieux pour améliorer le fini de surface.
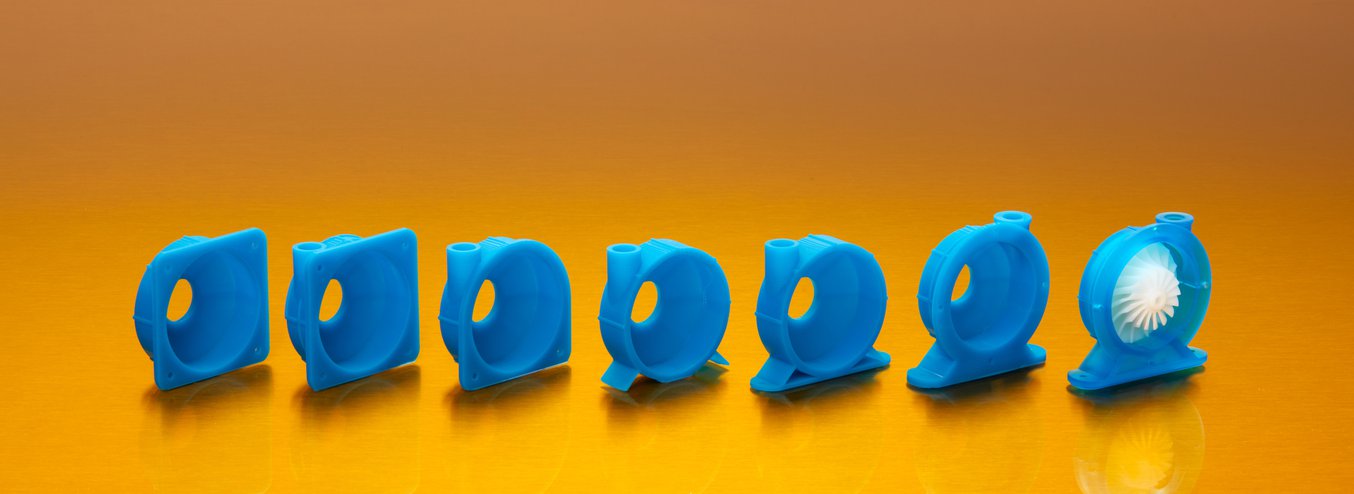
Voici six prototypes différents d'un même carter de pompe, imprimés en Draft Resin. Il faut 3 heures et 7 minutes pour imprimer l'une de ces pièces en Standard Resin et 47 minutes en Draft Resin. Le modèle final a été imprimé en Tough Resin et Rigid Resin.
Volume d'impression
L'un des domaines où la technologie FDM régnait en maitre était le volume d'impression. En raison de la différence de technologie, il est moins complexe de développer des machines FDM de grandes tailles. Il existe de nombreuses solutions FDM de grande taille sur le marché pour les applications nécessitant l’impression 3D de pièces volumineuses.
Le processus SLA inversé au cœur des imprimantes SLA de bureau permet de réduire l'encombrement et le coût des machines, mais introduit des forces de décollement importantes, qui induisent des limitations relatives aux matériaux et au volume d'impression, et les pièces requièrent des structures de support solides pour réussir l'impression.
Avec l'introduction du procédé d'impression LFS (Low Force Stereolithography) sur lequel sont basées les imprimantes Form 3 et Form 3L, Formlabs a complètement repensé l'approche de l'impression 3D à base de résine afin de réduire significativement les forces exercées sur les pièces pendant le processus d'impression. L'illumination linéaire uniforme et la réduction des forces de décollement des pièces du bac flexible, propres au procédé Low Force Stereolithography (LFS)™, se traduisent par l'augmentation progressive du volume d'impression, pour le même moteur d'impression puissant.
La Form 3L, première imprimante 3D à résine grand format abordable, produit rapidement des pièces de grande taille, grâce à deux LPU en étage, qui travaillent simultanément sur un passage de rayon laser optimisé. En offrant un volume d'impression cinq fois plus important que celui des imprimantes SLA actuelles, la Form 3L supprime les restrictions de taille qui entravent parfois les procédures de travail sur les imprimantes de bureau plus petites, tout en maintenant un prix compétitif.
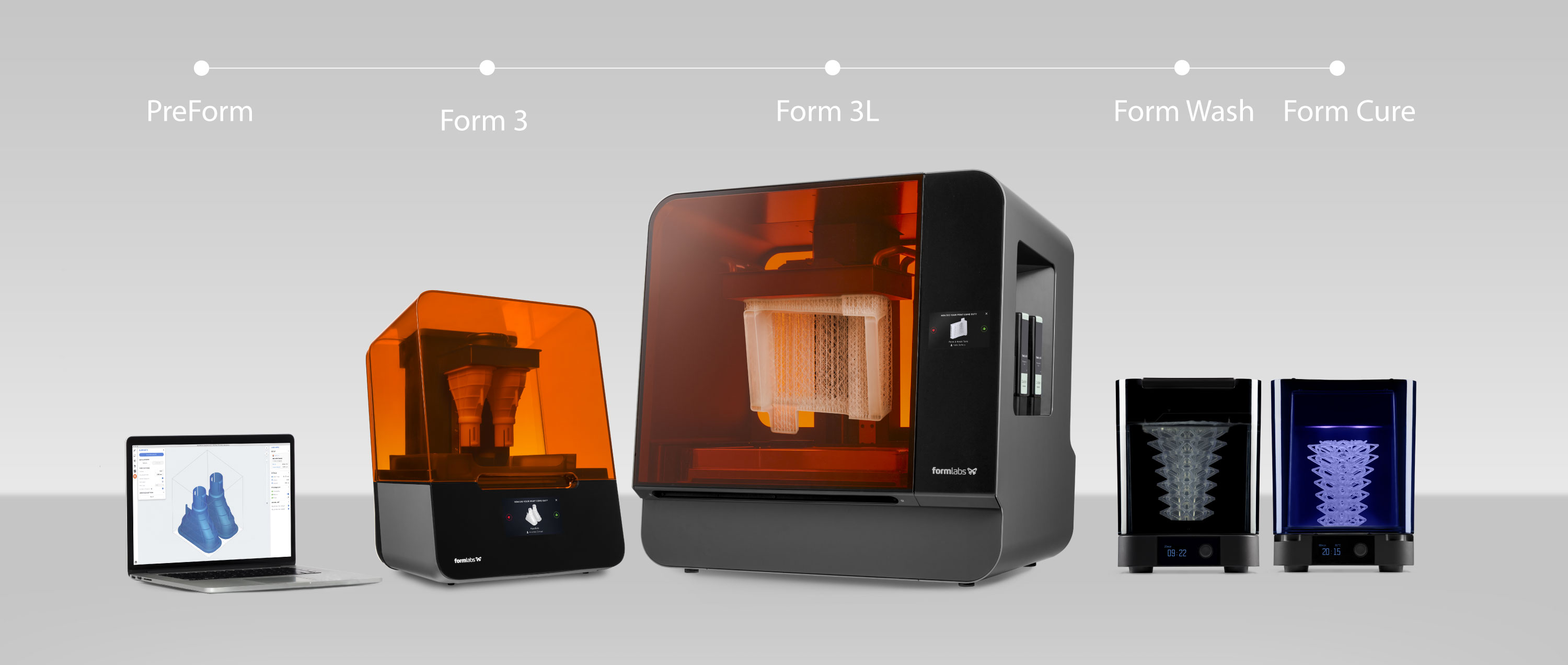
L'écosystème des imprimantes Form 3 et Form 3L.
Volume d'impression
L'un des domaines où la technologie FDM régnait en maitre était le volume d'impression. En raison de la différence de technologie, il est moins complexe de développer des machines FDM de grandes tailles. Il existe de nombreuses solutions FDM de grande taille sur le marché pour les applications nécessitant l’impression 3D de pièces volumineuses.
Le processus SLA inversé au cœur des imprimantes SLA de bureau permet de réduire l'encombrement et le coût des machines, mais introduit des forces de décollement importantes, qui induisent des limitations relatives aux matériaux et au volume d'impression, et les pièces requièrent des structures de support solides pour réussir l'impression.
Avec l'introduction du procédé d'impression LFS (Low Force Stereolithography) sur lequel sont basées les imprimantes Form 3 et Form 3L, Formlabs a complètement repensé l'approche de l'impression 3D à base de résine afin de réduire significativement les forces exercées sur les pièces pendant le processus d'impression. L'illumination linéaire uniforme et la réduction des forces de décollement des pièces du bac flexible, propres au procédé Low Force Stereolithography (LFS)™, se traduisent par l'augmentation progressive du volume d'impression, pour le même moteur d'impression puissant.
La Form 3L, première imprimante 3D à résine grand format abordable, produit rapidement des pièces de grande taille, grâce à deux LPU en étage, qui travaillent simultanément sur un passage de rayon laser optimisé. En offrant un volume d'impression cinq fois plus important que celui des imprimantes SLA actuelles, la Form 3L supprime les restrictions de taille qui entravent parfois les procédures de travail sur les imprimantes de bureau plus petites, tout en maintenant un prix compétitif.
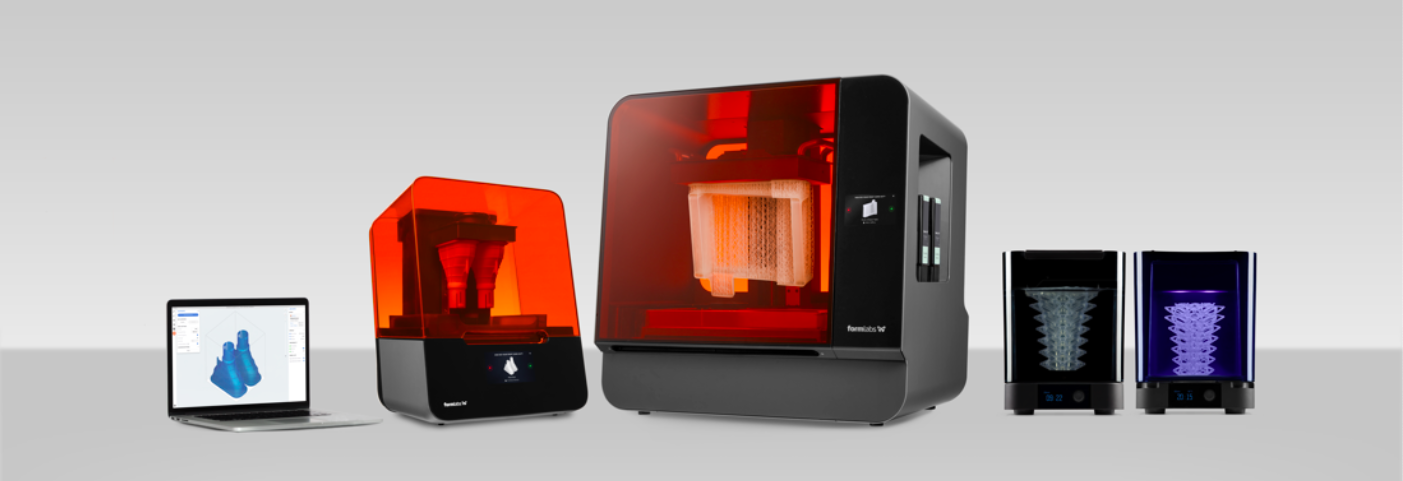
L'écosystème des imprimantes Form 3 et Form 3L.
Comparaison de FDM et SLA
Chacun des procédés d'impression 3D présente ses propres atouts, faiblesses et exigences, correspondant à différentes applications et activités. Le tableau suivant est un résumé des caractéristiques principales et autres considérations.

Utiliser conjointement les imprimantes 3D FDM et SLA
Après avoir comparé les deux technologies, nous pouvons conclure que les imprimantes FDM et SLA ont des caractéristiques parfois similaires et souvent complémentaires. Ces deux types d'imprimantes 3D ne sont pas toujours rivales ; de nombreuses entreprises utilisent côte à côte des imprimantes FDM et SLA. L'utilisation des deux technologies offre le meilleur des deux mondes : une facilité de prototypage rapide et à faibles coûts, associée à des impressions de pièces fonctionnelles de qualité pour une vaste gamme d'applications. Quelques exemples pratiques :
- Lors du développement de produit, les impressions en Draft Resin par FDM ou SLA asont idéales pour les démonstrations de faisabilité et les itérations rapides. Au fur et à mesure que le développement du projet avance, l'impression 3D SLA est idéale pour les modèles de concept détaillés ou les prototypes fonctionnels qui peuvent nécessiter une qualité supérieure et des matériaux aux propriétés différentes.
- L'impression 3D FDM et SLA est couramment utilisée dans la production industrielle pour créer des gabarits, des fixations et d'autres outils. Le procédé FDM est préférable pour les grandes pièces simples, tandis que le procédé SLA est une meilleure solution pour les gabarits complexes, les outillages très précis et les moules.
- Le secteur de l'enseignement a connu des réussites dans le déploiement de machines FDM et SLA. De nombreuses institutions éducatives commencent avec l'impression FDM car elle est bon marché et donc idéale pour les étudiants qui ont besoin d'ébauches rapides et d'une expérience pratique avec cette technologie. La technique SLA est le choix préféré de nombreuses écoles techniques, universités, instituts de recherche, ainsi que de l’enseignement dentaire et de la joaillerie, en raison de la qualité supérieure des impressions et de la diversité de ses applications.

L'exemple d'utilisation des imprimantes SLA 3D pour la plupart des applications d'ingénierie et de fabrication et des imprimantes FDM industrielles pour les grandes pièces.